











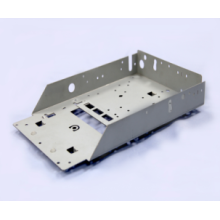
Sheet metal stamping parts processing
| Unit Price: | 1 USD |
|---|---|
| Min. Order: | 1 Piece/Pieces |
| Packaging: | Cardboard boxes and wooden boxes, etc. |
|---|---|
| Productivity: | Sufficient and customizable |
| Brand: | Xingkeda Technology |
| Transportation: | Ocean,Land,Air,Express |
| Place of Origin: | Shenzhen |
| Supply Ability: | Timely |
| Port: | Shenzhen |
Basic Info
Model No.: 39
Click on the follow link to find out more information: http://www.xkdcncmachine.com/hardware-stamping/
Company Info
- Company Name: Shenzhen Xingkeda Technology Trading Co., LTD
- Representative: shenaiju
- Product/Service: Parts processing , CNC machining , achine work , Precision machining , Hardware processing , Accessory processing
- Capital (Million US $): 5000000
- Year Established: 2021
- Total Annual Sales Volume (Million US $): Below US$1 Million
- Export Percentage: 31% - 40%
- Total Annual Purchase Volume (Million US $): Below US$1 Million
- No. of Production Lines: 10
- No. of R&D Staff: 11 -20 People
- No. of QC Staff: 5 -10 People
- OEM Services Provided: yes
- Factory Size (Sq.meters): 3,000-5,000 square meters
- Factory Location: D501-13, Building D, Guanghong Meiju, No. 163, Pingxin North Road, Hehua Community, Pinghu Street, Longgang District, Shenzhen
- Contact Person: Ms. Vicky
- Tel: 86-0755-23313732
Premium Related Products








Other Products




Hot Products
Elevator Roller Guide Shoe (GDX01)Floor Drain, Stainless Steel PlolishingFolding Notebook Barbecue Charcoal GrillPrecision Custom Micro CNC Laser Cutting Metal PartsMailboxWkc 307 Customized Forged Carbon Steel Flange Pipe FittingCustom High Precision CNC Machined Anodized Aluminum PartsAluminum 6061/ 6063 CNC Machined Part with Bright Black AnodizingProfessional CNC Parts, Plastic and Metal/ Aluminium Parts Machining/ CNC Machining PartsSheet Metal Enclosure / Housing / CoverStainless Steel Pendant MarbleAluminum Casting and Die Casting PartSpare Parts of Spray Gun NozzleStamping Products / Sheet Metal FabricationSheet Metal of Laser Engraving Parts / Laser CuttingSheet Metal Stamping Parts